 engelsk
engelsk 中文简体
中文简体Precision och prestanda: Utvecklingen av djuptryckstryck inom träindustrin
Teknisk kärna av gravyrtryck för dekorativt papper
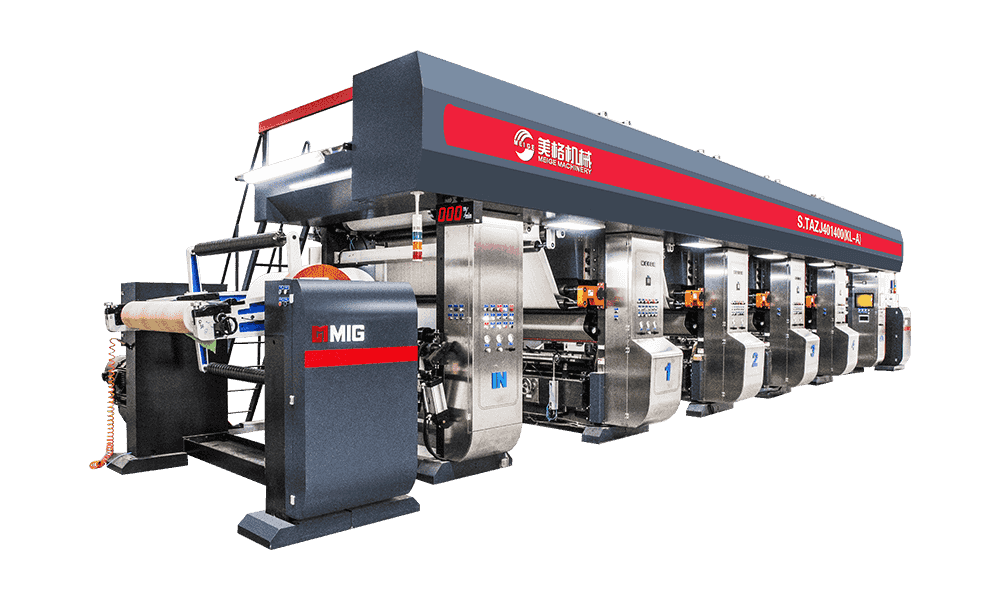
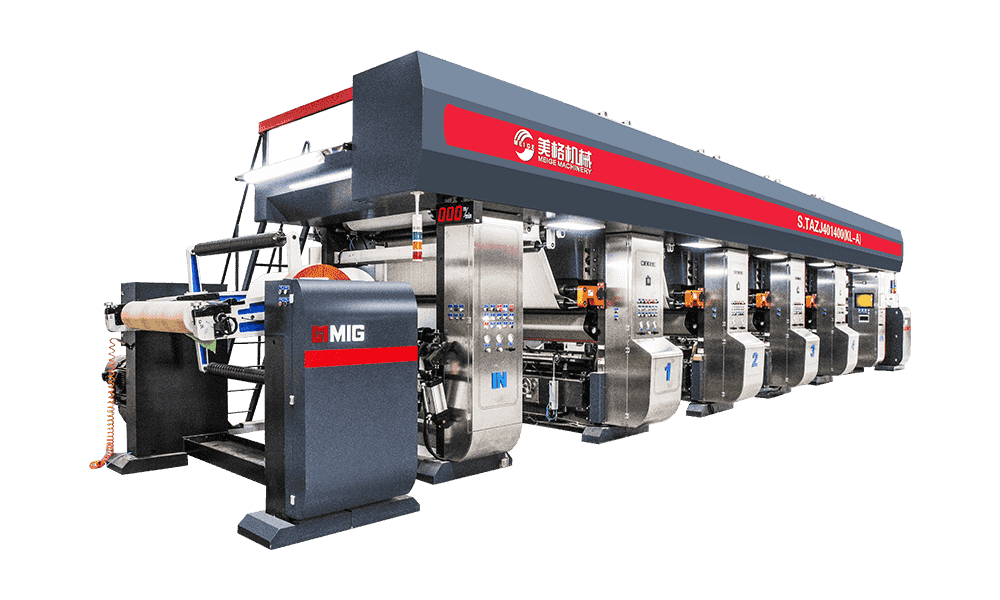
Gravyrtryck är fortfarande guldstandarden för att producera dekorativt papper som används i konstruerade träprodukter som laminatgolv, möbelpaneler och väggbeklädnader. Denna process använder en graverad cylinder som bär bläck i försänkta celler och överför högupplösta träfibrer eller stenmönster till specialiserat baspapper. Maskineriet måste bibehålla extrem precision för att säkerställa att den visuella strukturen – som ofta efterliknar naturlig ek, valnöt eller marmor – förblir konsekvent över tusentals meters produktion. Höghastighetsdrift kombinerat med exakt spänningskontroll är avgörande för att förhindra att det ömtåliga baspapperet sträcker sig, vilket annars skulle förvränga mönsterupprepningen.
Nyckelkomponenter i en industriell gravyrpress
- Avrullningsstation: Har automatiska skarvningssystem för att säkerställa kontinuerlig produktion utan stopp för rullbyten.
- Utskriftsenheter: Utrustad med schaber som exakt torkar bort överflödigt bläck från cylinderytan.
- Torkningstunnlar: Högeffektiva varmluftssystem som snabbt avdunstar lösningsmedel eller vattenbaserat bläck innan nästa färg appliceras.
- Automatisk registerkontroll: Använder optiska sensorer för att justera flera färger inom mikrons noggrannhet.
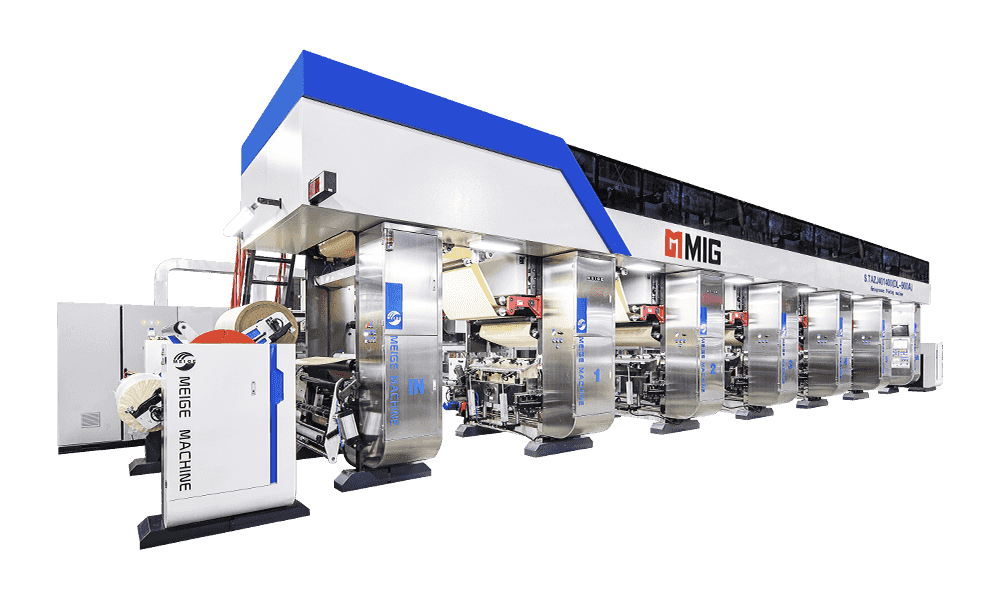
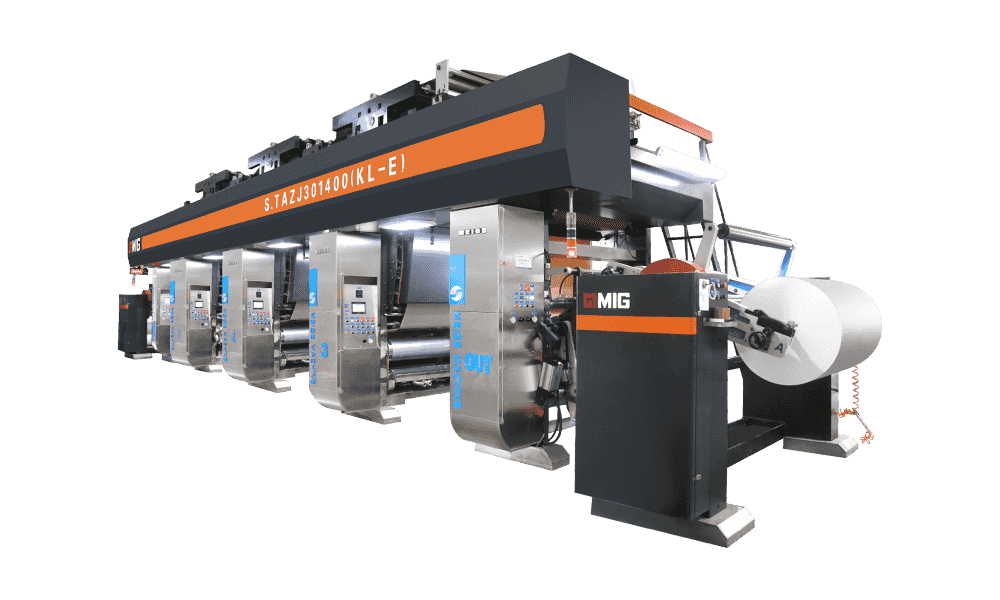
Precisionsregistrering och flerfärgsöverlägg
För att uppnå en realistisk "3D"-effekt vid produktion av dekorativt papper för konstruerat trä krävs flera färgöverlägg, vanligtvis från tre till fem färger. Varje färgenhet i gravyrmaskinen måste vara perfekt synkroniserad. Moderna maskiner använder elektroniska linjeaxlar (ELS) där varje tryckcylinder drivs av en oberoende servomotor. Detta eliminerar det mekaniska spelet som finns i traditionella växeldrivna system, vilket möjliggör snabbare inställningstider och avsevärt minskat pappersspill under "klargöringsfasen". Möjligheten att upprätthålla registreringen i hastigheter över 200 meter per minut är det som skiljer industriell utrustning från nybörjaralternativ.
Jämförelse av tekniska specifikationer för dekorativa pappersmaskiner
| Funktion | Standard djuptryckspress | High-End dekorativ press |
| Max utskriftsbredd | 1000mm - 1300mm | 1300mm - 2300mm |
| Registreringsnoggrannhet | ± 0,15 mm | ± 0,05 mm |
| Torkningsmetod | El/ånga | Termisk olja / intelligent luftcirkulation |
| Drivsystem | Mekanisk axel | Electronic Line Shaft (ELS) |
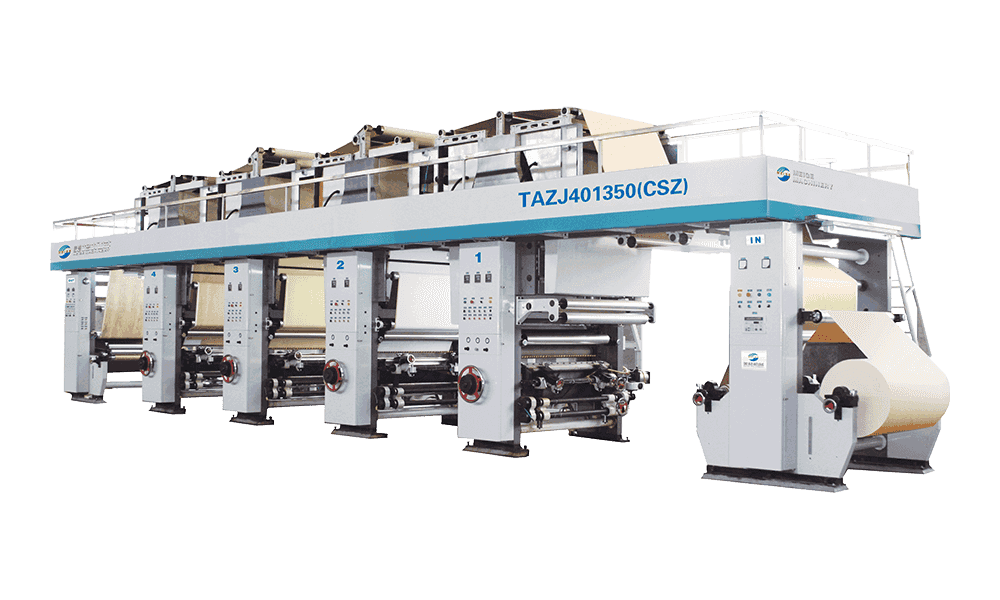
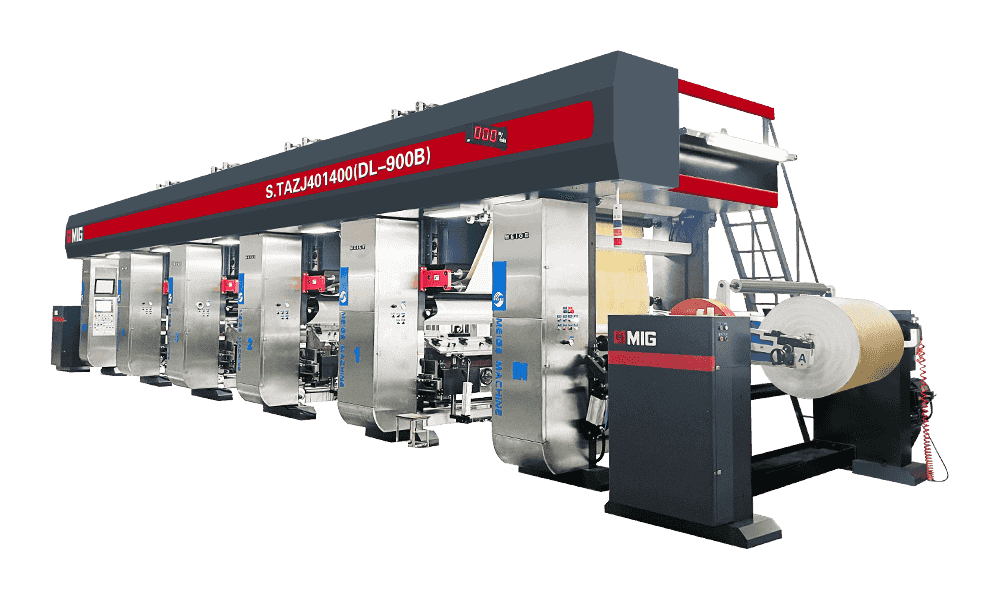
Bläckhantering och miljöhänsyn
Dekorpappersindustrin går alltmer över till vattenbaserade bläck för att möta stränga utsläppsstandarder för VOC (Volatile Organic Compound). Gravyrtryckmaskiner designad för konstruerat trä måste vara utrustad med specialiserade bläckcirkulationssystem som förhindrar sedimentering och bibehåller konstant viskositet. Avancerade maskiner har bläckpannor av rostfritt stål och keramiskt belagda rullar för att motstå korrosion från vattenbaserad kemi. Dessutom tillför integrerade viskositetsregulatorer automatiskt lösningsmedel eller vatten till bläckfontänen, vilket säkerställer att färgdensiteten förblir identisk från början av utskriften till slutet.
Fördelar med moderna bläcksystem
- Förbättrad ljusäkthet för att förhindra att möbler bleknar med tiden.
- Förbättrad hartsabsorption under den efterföljande melaminimpregneringen.
- Minskat miljöavtryck och säkrare arbetsplatsförhållanden för operatörer.
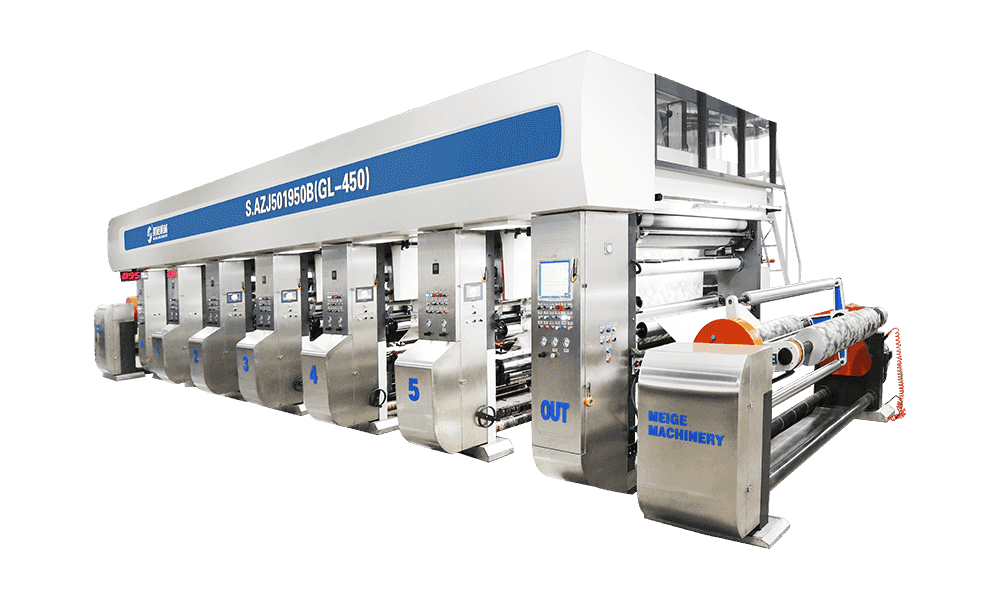
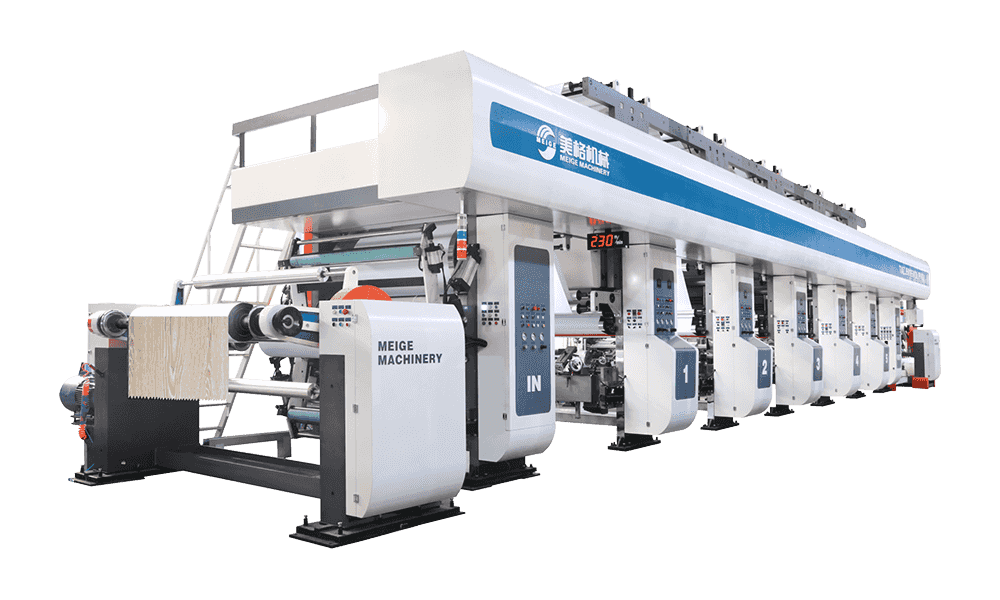
Optimera spänningskontroll för storformatsutskrifter
Dekorpapper av konstruerat trä trycks ofta i breda format för att rymma stora spånskivor eller MDF-paneler. Att hantera banspänningen över en 2100 mm bred pappersrulle kräver sofistikerade slutna styrsystem. Med hjälp av dansrullar och lastceller beräknar maskinens PLC (Programmable Logic Controller) det exakta vridmomentet som krävs vid om- och avrullaren. Detta förhindrar "teleskopering" av pappersrullarna och säkerställer att papperet lindas med jämn densitet. Korrekt spänningshantering är den primära faktorn för att minska rynkor och säkerställa att papperet beter sig förutsägbart när det så småningom kommer in i melaminhartsbadet.
produktkategori
Rekommenderade nyheter
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Inspektionsupprullningsmaskin förklaras: Hur det fungerar och vad du ska titta efter när du köper

2026-05-26Hur en gravyrtryckmaskin för träbaserade panelbearbetningsmaterial faktiskt fungerar (och varför det spelar roll)
rekommenderade produkter
Mångfalden av modeller för att möta utvecklingsbehoven i olika regioner i världen.



Skicka meddelande till oss just nu!
snabblänkar
Produkter
- KL-serien dekorativ pappersgravyrskrivare
- DL-serien dekorativ djuptrycksskrivare för papper
- HL-serien dekorativ djuptrycksskrivare för papper
- MG-serien dekorativ pappersgravyrskrivare
- LLW-serien dekorativ beläggningsmaskin för pappersgravyr
- BL, CS, JS, CL, JL, EL serie dekorativa djuptrycksskrivare för papper
- ......
Kontakta oss
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Sekretess
Sekretess