 engelsk
engelsk 中文简体
中文简体Dekorativ djuptrycksmaskin för papper: tips, tricks och måsten
Vad får en dekorativ papperstryckmaskin att bocka?
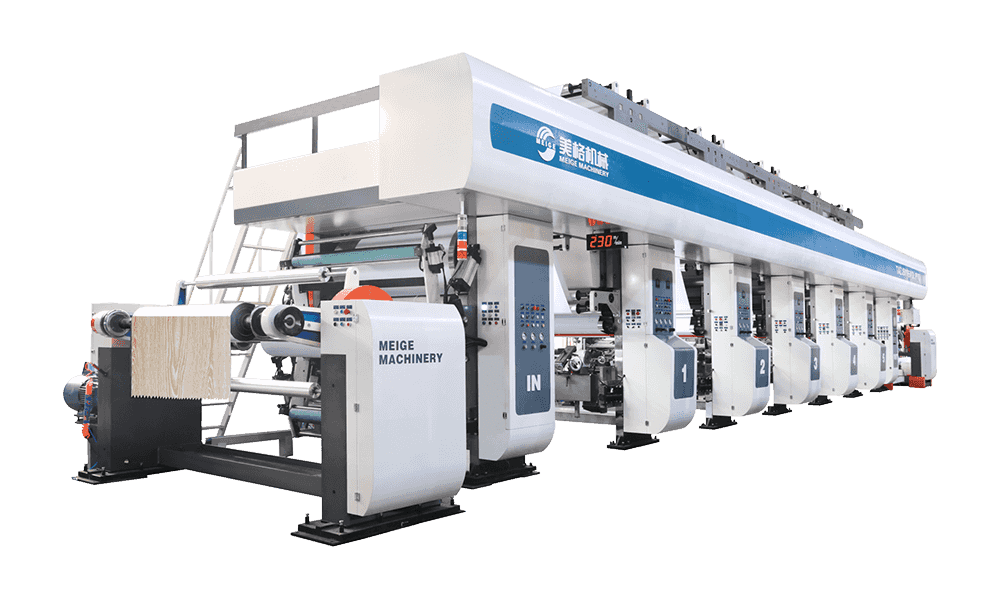
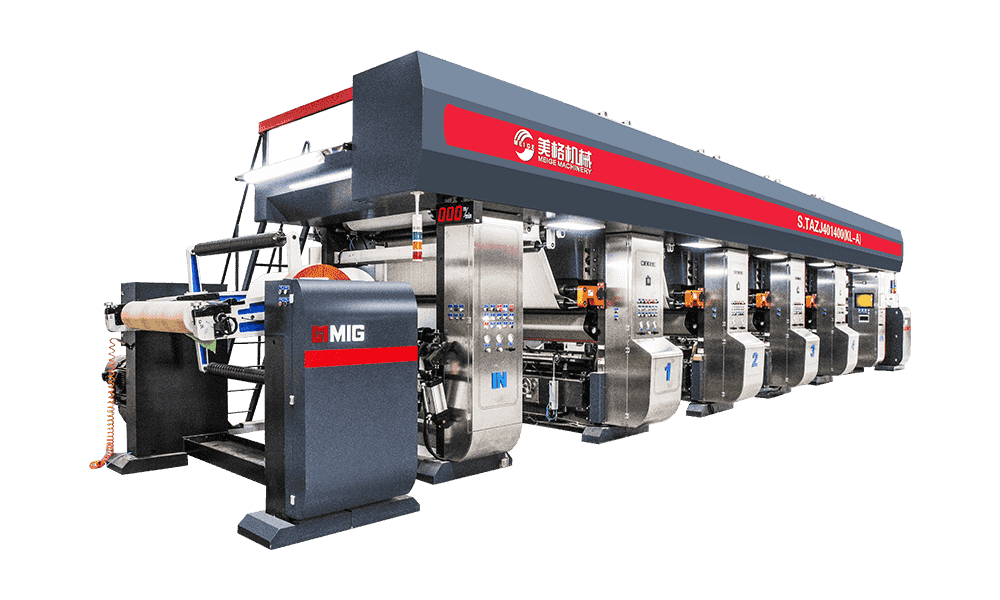
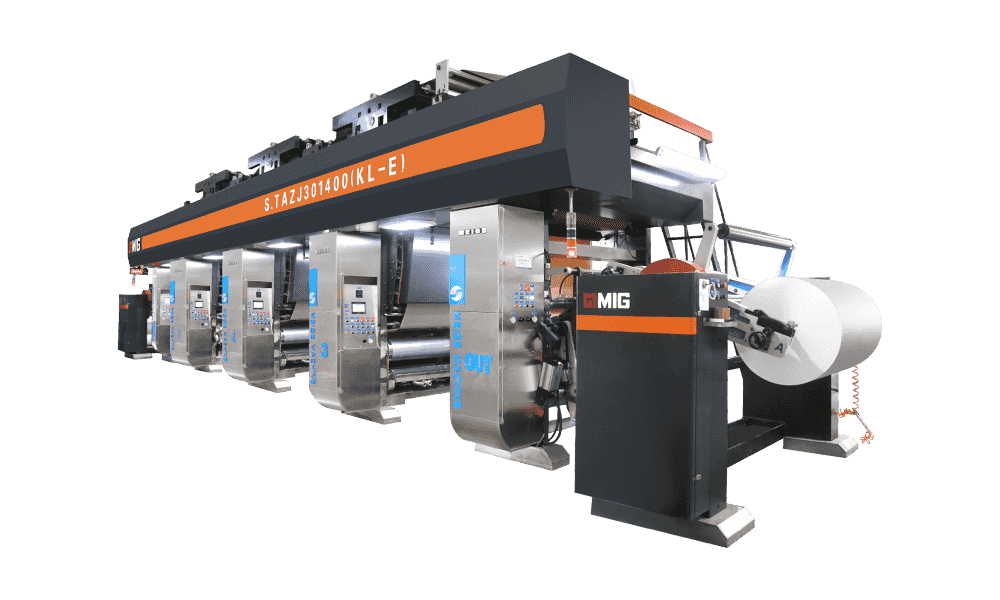
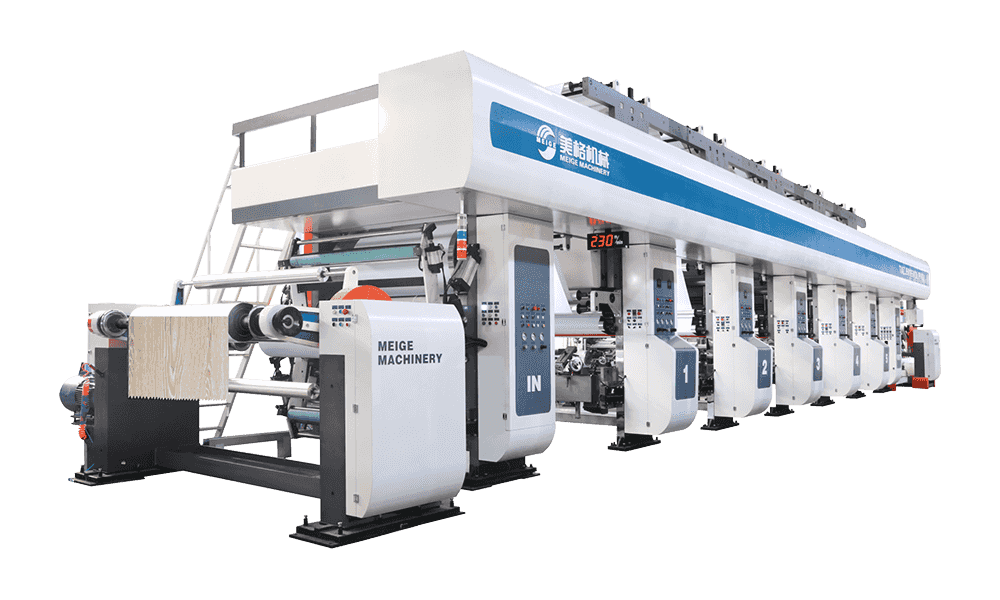
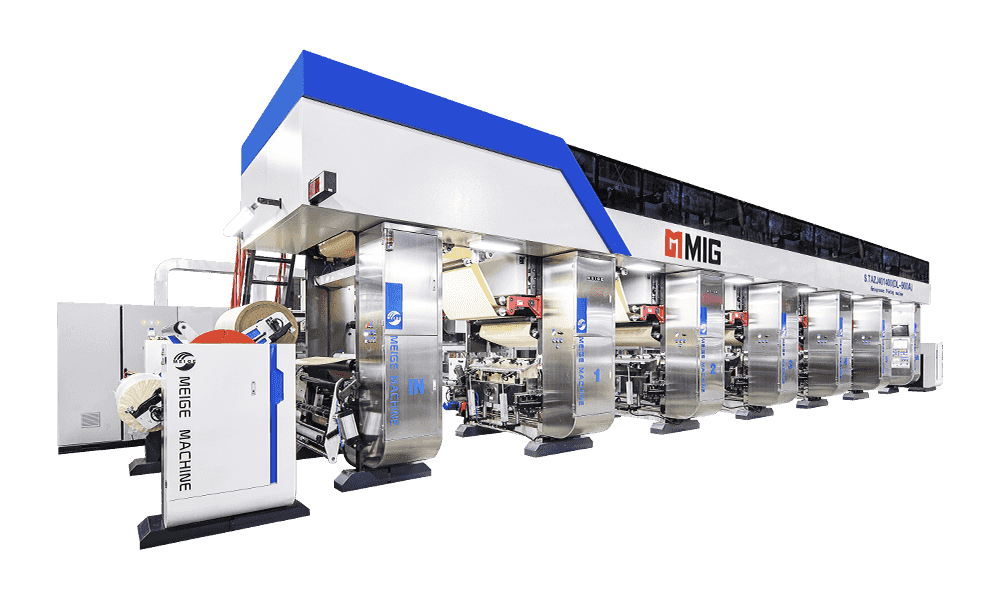
A dekorativ djuptrycksmaskin för papper är arbetshästen bakom de vackra träfibrerna, stenstrukturerna och fantasimönster som du ser på möbler, laminatgolv och väggpaneler. Till skillnad från offset eller flexo använder gravyr graverade cylindrar för att överföra bläck med stor volym direkt på lätt dekorativt papper (vanligtvis 40–120 gsm). Den här metoden ger otroligt konsekventa färger, fina linjer och förmågan att lägga ner tunga bläckfilmer – avgörande för att efterlikna naturliga material. Om du kör en konverterings- eller lamineringslinje kommer du att förstå den här maskinens praktiska sida rädda dig från bortkastade rullar och kasserade partier.
Kärnkomponenter du kommer att hantera dagligen
Varje operatör av en dekorativ papperstryckmaskin bör känna till dessa fem nyckelstationer. Att hålla dem inringda förhindrar streck, överhoppning och registerförskjutningar.
Graverad tryckcylinder
Hjärtat i systemet. Förkromade kopparcylindrar är graverade med celler av varierande djup och frekvens (vanligtvis 40–120 linjer per cm). Djupare celler bär mer bläck – perfekt för solida bakgrundsfärger; grunda celler hanterar fina höjdpunkter. Anpassa alltid cylinderhårdheten (cirka 65–70 Shore D) till papperets absorptionsförmåga.
Läkarbladsmontering
Detta tunna stålblad skrapar bort överflödigt bläck från cylinderytan och lämnar bläck bara kvar inuti de graverade cellerna. Bladvinkel (vanligtvis 45–60°) och tryck påverkar direkt utskriftens livslängd. För mycket tryck sliter på cylindrarna i förtid; för lite lämnar dimma. Använd en mikrometer för att ställa in bladförlängningen till 0,8–1,2 mm utanför hållaren.
Impression Roller (Backing Roller)
Pressar dekorpappret mot den graverade cylindern. Gummitäckta rullar med 75–85 Shore A hårdhet fungerar bäst. Ojämnt tryck skapar lätta kanter eller tunga mittband. Kontrollera nyptrycket varje vecka – mål 1,5–2,5 kN/m beroende på pappersbredd.
Torksystem
Dekorativ pappersgravyr går med hastigheter på 100–300 m/min, så varmluftstorkning måste ta bort lösningsmedel eller vatten utan att pappret bränns. Tvåzonstorkning (lågtemp första zon, högtemp andra) förhindrar blåsor. För vattenbaserade bläck, håll den första zonen under 80°C, den andra upp till 120°C.
Registrera kontrollenhet
Flerfärgs dekorativa utskrifter behöver perfekt färg-till-färg-justering. Moderna maskiner använder optiska sensorer för att läsa registermärken, med automatisk korrigering av periferisk och lateral drift. Behåll registernoggrannheten inom ±0,15 mm – allt mer visas som suddiga kanter.
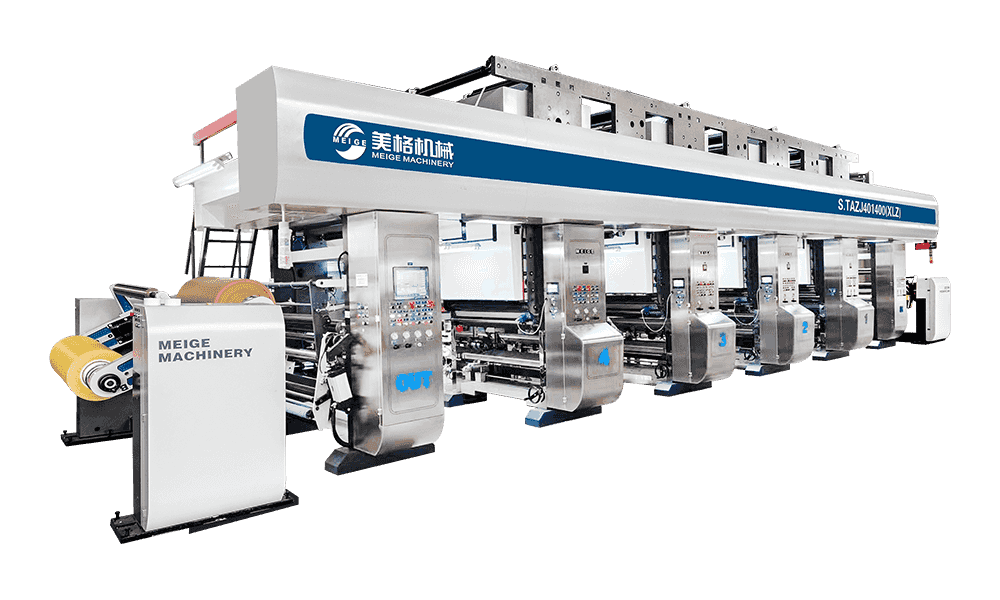
Varför välja gravyr för dekorativt papper?
Jämfört med digital eller flexo erbjuder en dekorativ pappersgravyrtryckmaskin konkreta fördelar för långa körningar (vanligtvis över 10 000 meter). Här är vad du vinner:
- Tungt bläck (upp till 6 g/m²): Viktigt för djupa träporer och solid döljande kraft på papper med låg basvikt.
- Konsekvent färg från rulle till rulle: När cylindern väl är graverad är repeterbarheten oöverträffad – inga överraskningar med punktförstärkning.
- Höghastighets produktivitet: Kör kontinuerligt i 250 m/min utan att ge avkall på fina detaljer som 2–3 mm kornlinjer.
- Brett färgomfång: Använd upp till 8 tryckstationer för dekorfärger plus metallic eller taktila lacker.
- Lång cylinderlivslängd: Rätt underhållna cylindrar kan skriva ut 2–5 miljoner meter innan de graveras om.
Kritiska processparametrar – en praktisk tabell
För att undvika vanliga defekter som plockning, spökbilder eller apelsinskal, övervaka dessa sex variabler dagligen. Justera baserat på papperstyp (t.ex. obestruket kontra förbestruket dekorativt papper).
| Parameter | Typiskt intervall | Inverkan på dekorativt papperstryck |
| Bläckets viskositet (Ford #4 kopp) | 18–25 sekunder | För låg → blödning; för hög → prickar saknas |
| Torktemperatur (zon 1/2) | 70–90°C / 100–130°C | Otillräcklig → kvittning; överdriven → papperssprödhet |
| Avtryckstryck | 200–400 N/cm | Låg → dålig bläcköverföring; hög → papperstöjning |
| Banspänning (per 100 mm bredd) | 0,8–1,5 N/mm² | Låg → vandrande; hög → kantrivning |
| Doktorbladsvinkel | 50–60° | Brant vinkel → kraftigt slitage; grunt → kvarvarande bläckdis |
| Cylindergravyr djup | 20–60 µm | Grunt → svaga fasta ämnen; djup → långsam torkning |
Dagligt underhåll som förhindrar kostsam driftstopp
Din dekorativa pappersgravyrtryckmaskin är ett precisionsverktyg. Dessa fem praktiska vanor kommer att hålla den igång som ny:
- Bladinspektion varje skift: Ta bort och rengör schaberbladet; leta efter hack eller slitage. Byt ut om du ser någon skada – ett bladbyte på $5 kan spara en cylinder på $2000.
- Avtrycksrullrengöring: Bläckansamling på stödrullen orsakar tryckpunkter. Använd en mjuk trasa och isopropylalkohol efter varje jobb. Använd aldrig metallskrapor.
- Kugghjuls- och lagersmörjning: Följ manualens schema – vanligtvis var 500:e körtimme. Använd högtemperaturfett för torksektionens lager.
- Registrera sensorlinsrengöring: Damm från pappersfibrer blockerar optiska sensorer. Torka av linser dagligen med linspapper; omkalibrera varje vecka.
- Cylinderförvaring: Efter borttagning, tvätta med lösningsmedel, torka helt och slå in i rostskyddspapper. Förvara vertikalt i ett fuktkontrollerat skåp.
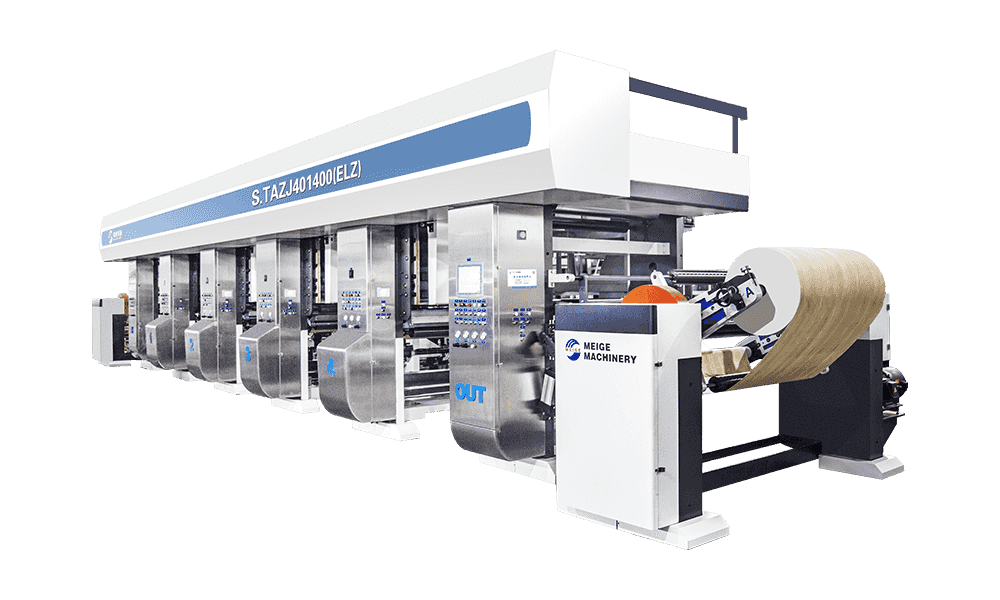
Att välja rätt gravyrpress för dekorativt papper
Alla gravyrmaskiner hanterar inte dekorativt papper bra. Leta efter dessa funktioner när du köper eller eftermonterar:
- Wide web-kapacitet (1300–2200 mm): Dekorpapper är ofta 1250 mm, 1850 mm eller 2100 mm breda för lamineringslinjer.
- Utskriftsenheter av patrontyp: Möjliggör snabb växling mellan träfiber och enfärgade mönster – typisk växling under 30 minuter.
- Automatisk viskositetskontroll: Håller bläcket konsekvent över skift, vilket minskar förarens ingrepp med 70 %.
- Kammarschabersystem: Slutna bladsystem minskar lösningsmedelsavdunstning och fungerar bättre med vattenbaserade dekorativa bläck.
- In-line coronabehandlare: Förbättrar bläckvidhäftningen på bestruket dekorativt papper (t.ex. melaminimpregnerat baspapper).
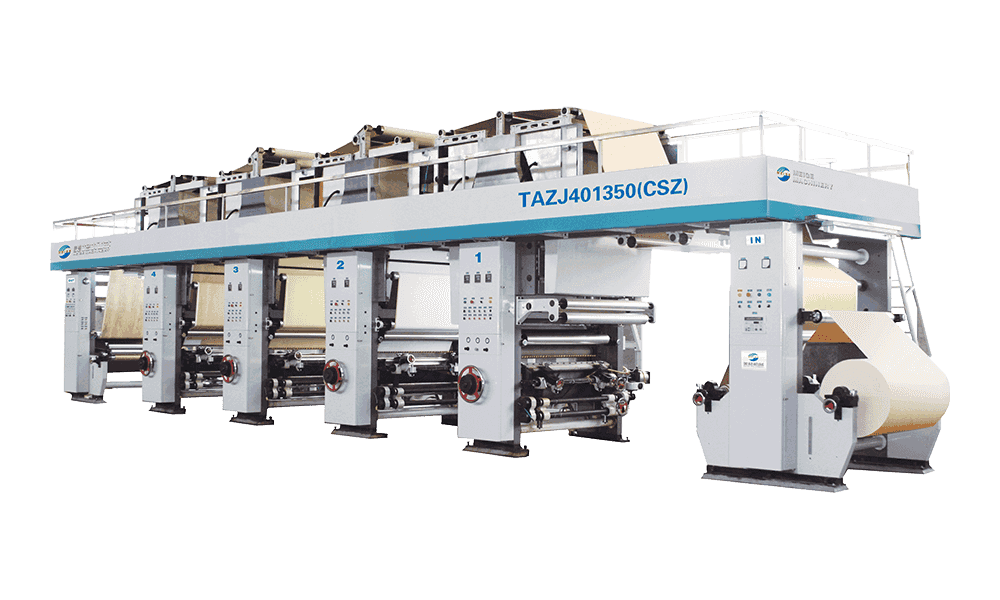
Om du kör korta körningar (under 5000 meter), överväg en kompakt gravyrpress med hylscylinderteknik – det sänker gravyrkostnaderna och lagringsutrymmet. Men för högvolymproduktion av dekorativt papper (miljontals kvadratmeter per år) är en kraftig 8-färgs djuptryckslinje med automatiserad registerkontroll den beprövade standarden.
Lösning av de tre främsta defekterna i dekorativt papper
Även erfarna operatörer möter problem. Här är en snabb felsökningsguide utan ludd:
- Kugghjulsmärken (periodiska horisontella band): Orsakas av slitna drivväxlar eller ojämnt cylinderlagertryck. Kontrollera växelspelet – det bör vara mindre än 0,05 mm. Kontrollera också att cylindern och tryckvalsen är parallella inom 0,03 mm över bredden.
- Bläckstapling (upphöjda fläckar på fasta ämnen): Torkade bläckpartiklar ansamlas på cylindern. Minska torktumlarens temperatur i den första zonen, öka lösningsmedlets styrka eller byt till ett finare filter (25 µm absolut).
- Dålig kantdefinition på fina mönster: Vanligtvis på grund av överdriven banspänning som sträcker papperet. Minska spänningen med 10–15 % och kontrollera att papperets fukthalt är 5–7 % (för torrt papper blir skört och registreras fel).
Kom ihåg: en dekorativ djuptrycksmaskin för papper är bara så bra som synergin mellan cylindergravering, bläckformulering och daglig uppmärksamhet på de små justeringarna. Håll en logg över varje parameterändring – denna data blir ditt bästa träningsverktyg för nya operatörer.
produktkategori
Rekommenderade nyheter
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Inspektionsupprullningsmaskin förklaras: Hur det fungerar och vad du ska titta efter när du köper

2026-05-26Hur en gravyrtryckmaskin för träbaserade panelbearbetningsmaterial faktiskt fungerar (och varför det spelar roll)
rekommenderade produkter
Mångfalden av modeller för att möta utvecklingsbehoven i olika regioner i världen.



Skicka meddelande till oss just nu!
snabblänkar
Produkter
- KL-serien dekorativ pappersgravyrskrivare
- DL-serien dekorativ djuptrycksskrivare för papper
- HL-serien dekorativ djuptrycksskrivare för papper
- MG-serien dekorativ pappersgravyrskrivare
- LLW-serien dekorativ beläggningsmaskin för pappersgravyr
- BL, CS, JS, CL, JL, EL serie dekorativa djuptrycksskrivare för papper
- ......
Kontakta oss
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Sekretess
Sekretess